





3D принтер в DIY народном творчестве набирает популярность, но печать на нем не так проста как кажется. Настройка вашего принтера может занять много времени в котором будет истрачено не мало пластика. Что бы сократить потери и ускорить уровень вхождения опишем типовые проблемы с которыми вы обязательно столкнетесь.
При начале печати пластик не подается
Это одна из самых распространенных проблем которая случается даже у оплытных пользователей. Причины, которые вызывают это:
- В экструдер не подан пластик или он не входит в зацепление шестерни;
- В конце предыдущей печати экструдер долго стоял горячим и расплавленный пластик вытек из нагреваемой области через сопло. Таким образом там образуется пустота, которая не сразу заполняется при начале печати. Рекомендуем в G-коде задать отключение нагрева экструдера после окончания печати.
- В некоторых случаях, чтобы избежать ожидания, услуга 3D печати начинается с того, что печатается так называемая «юбка» — кольцо вокруг основной модели, не несущее никакой нагрузки. Пока устройство печатает этот элемент, экструдер хорошо прогревается, а пластик заполняет полный объем сопла. Иногда приходится напечатать не одну, а несколько таких «юбок», в зависимости от состояния материала в сопле. Большинство программ для печати 3D объектов имеют функцию для печати подобных вспомогательных элементов изделия.
- Сопло очень близко к рабочей поверхности. Нарушена калибровка
- В случае если сопло разместилось очень близко от рабочей поверхности, есть вероятность, что для выхода горячего материала просто не осталось достаточно места. В итоге отверстие сопла, подающее пластик, оказывается заблокированным. Одним из признаков того, что неправильно выставлено расстояние, является то, что материал не экструдируется при печати 1-2 слоя, но уже к 3-4 все нормализуется. Также этот процесс сопровождается посторонними звуками, обычно щелчками. Проблема быстро решается калибровкой экструдера по оси Z. Произведите регулировку расстояния между соплом принтера и рабочим столом согласно инструкции к вашему устройству.
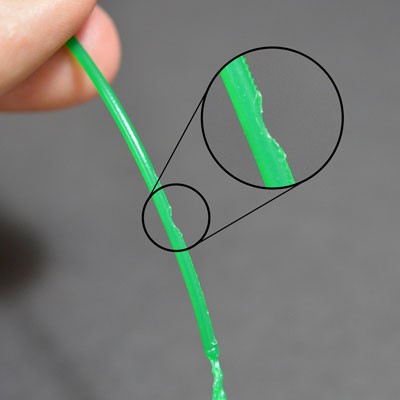
Материал стачивается о шестеренку привода

В большинстве современных принтеров для перемещения филамента используется особое устройство с шестеренкой. Украинский 3D принтер не является в этом случае исключением. Шестеренка входит в зацепление своими зубцами с филаментом и перемещает нить на столько, на сколько нужно. Если вдруг на столе возле 3Д принтера вы обнаружите пластиковую крошку или заметите, что часть материала куда-то бесследно исчезает, то, вероятнее всего, часть филамента «сгрызла» шестерня. Сделайте попытку продвинуть пластик вручную и позаботьтесь о том, чтобы в настройках принтера были указаны верные параметры скорости печати, настроек экструдера, характеристик ретракта, в зависимости от материала, который используется для печати. Чтобы контролировать процесс печати, а также производить очистку, экструдеры выпускают открытыми, и пользователь может видеть, как происходит печать.
Засорение экструдера

Если все указанные выше симптомы проблем не подходят для Вашего случая, то, скорее всего, Вы имеете дело с засорением экструдера. Произойти это может из-за попадания в сопло различного мелкого мусора или из-за того, что горячий пластик находится внутри сопла слишком длительное время.
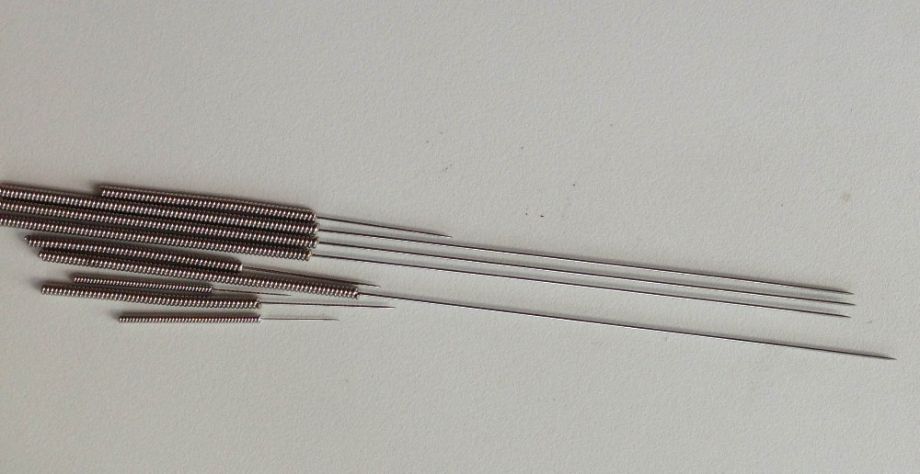
Наиболее простой и распространенный способ очистки сопла при засорении – очистка при помощи специальной иглы. Произведите нагрев экструдера до 190 градусов и вставьте иглу в сопло строго вертикально. Иглу вы можете приобрести в нашем магазине.
Второй способ очистки более сложный и связан с разборкой экструдера. Разборку этого устройства выполняют также после нагрева до рабочей температуры. После извлечения сопла попробуйте продавить пластик без него. Если при отсутствии сопла пластик проходит без проблем, значит эта деталь засорена и нужно принять одну из мер. Например, заменить сопло или произвести его механическую или химическую прочистку.
Если пластик задерживается в экструдере даже при снятом сопле, то это означает, что причина неисправности в повреждении термобарьера. В термобарьере расположена трубка из тефлона, имеющая внутренний диаметр 20 мм, благодаря этому элементу достигается максимальный уровень скольжения. Но трубку несложно повредить, особенно если применяется пластик низкого качества или если экструдер работает при критических для него температурах около 230 градусов. При перегреве этой тефлоновой детали ее внутренний диаметр уменьшается и это приводит к затруднениям при проходе пластиковой нити.
Произвести замену тефлоновой трубки можно как отдельно, так и в составе нового термобарьера экструдера.
3D модель не прилипает к платформе. Адгезия с материалом недостаточна
Одним из важных условий качественной 3Д печати является надежное приклеивание первого слоя материала к платформе, которая служит своеобразным фундаментом для всего изделия. Если первый слой не закрепился на площадке, то, увы, дальнейшая печать вряд ли обрадует вас своим результатом. Но способов, которые могут решить эту проблему, как и причин ее возникновения, достаточно много и мы их сейчас рассмотрим.
Печатная платформа нуждается в выравнивании
Платформа, на которой производится печать, всегда должна занимать идеально ровное положение в пространстве и не иметь никаких перекосов. Если перекос существует, то сопло будет располагаться ближе к одному краю платформы чем к другому, что не способствует идеальному качеству работы. Для точной печати необходимо выставить платформу, для чего используются различные приложения. Наиболее простым и распространенным методом калибровки столика можно считать утилиту «Bed leveling wizard» из набора инструментом «Tools».
В инструкции к каждому принтеру обязательно существует раздел, где описывается способ выравнивания платформы.
Увеличенный зазор между платформой и соплом
После того как платформа была выровнена, нужно убедиться в том, что сопло находится на допустимом расстоянии от площадки. Выставьте экструдер на необходимом для качественной печати расстоянии. Опыт показывает, что наиболее эффективно экструдер работает в случае, если первый слой филамента вдавлен в площадку. Для того, чтобы не насести платформе повреждения, используйте для ее защиты скотч голубого цвета. Платформу можно откалибровать, не прибегая к сложным настройкам и специальному программному обеспечению. Для этого просто припаркуйте головку принтера и произведите отключение моторов привода. После этого можно легко перемещать печатающий блок и выбрать оптимальный зазор не составит труда. Если по каким-либо причинам правильно откалибровать платформу не получилось, всегда можно изменить в настройках слайсера (Cura, Repetier Host) количество материала для первого слоя печати.
Слишком быстрая печать первого слоя
При печатании первого слоя модели важно, чтобы он максимально прочно закрепился на площадке – только в этом случае изделие получится качественным. Но при высокой скорости печати первый слой просто не успевает закрепиться, поэтому начинать работу рекомендуют на небольших скоростях. Функция управления скоростью имеется во всех современных программах, предназначенных для управления работой 3Д принтера. Найти эту опцию несложно, как правило, управление скоростью находится в меню Edit Process Settings — First Layer Speed. Установив значение скорости в начале печати в районе 50%, вы обеспечите снижение скорости печати именно для первого слоя модели.
Настройки температуры
Пластик, используемый для трехмерной печати, имеет свойство деформироваться при остывании. Особенно заметно это в случае с материалами ABS. При температуре печати 230 градусов филамент, попадая на площадку, будет остывать достаточно быстро. 3D принтеры, представленные в наши дни на рынке, оснащены специальными вентиляторами, основная задача которых – это охлаждение трехмерной модели. Если этот процесс слишком интенсивен, то изделие может остывать неравномерно и при этом деформироваться. В результате этого часто края модели отлипают от рабочей площадки. Если вы увидели, что изначально плотно прилегающая к столику основа модели начала отлипать по краям от платформы при охлаждении, то это является важным сигналом о том, что охлаждение происходит слишком быстро и его настройки нужно изменить.
В некоторых случаях охлаждающий вентилятор отключают в начале печати, чтобы не переохладить самые важные первые слои. Настройки охлаждения для каждого периода печати можно ввести в меню Edit Process Settings – Cooling. Можно установить такой режим, что при печати первого слоя вентилятор будет отключен, но уже к пятому слою выйдет на свою обычную производительность.
Печать пластиком ABS обычно подразумевает полную остановку вентилятора на протяжении всей печати, поэтому в этом случае в настройках охлаждения выставляют параметр 1-0 %. Иногда на качество печати влияют сквозняки в помещении – в этом случае позаботьтесь про защиту рабочей зоны.
Если платформа принтера нагрета до определенной температуры, и она поддерживается в процессе печати, то искажений в начале работы не будет. Для пластиков PLA лучшей температурой являются 60-70 градусов, для материала ABS – до 100-120 градусов. Настройки температурного режима можно ввести в меню Edit Process Settings – Temperature. Чтобы установить режим, нужно выбрать платформу и указать желаемую температуру первого слоя.
Применение различных лент, клея и различных материалов для устройства покрытия платформы
Различные виды пластика имеют разные свойства. Их взаимодействие с поверхностью платформы тоже может быть разным. Если вы собираетесь производить печать прямо на алюминиевой или стеклянной платформе, то перед началом работы нужно убедиться, что она идеально чистая, и обезжирить ее спиртом или другой жидкостью с похожими свойствами. Такой уход за поверхностью улучшит адгезию и обеспечит качественное нанесение первого слоя изделия.
Если обеспечить сцепление не удается, то лучше использовать рафт или брим. Опция «brim», включить которую можно в настройках программы для печати, предназначена для изготовления миниатюрных моделей, площадь основы которых слишком мала, чтобы обеспечить хорошее сцепление с основой. Поэтому, чтобы обеспечить надежный контакт с платформой, принтер сначала печатает круги, схожие с полями шляпы. Включается функция в Additions — Use skirt/brim. Функция «raft» подразумевает перед началом печати самой модели создание специальной подложки из материала.
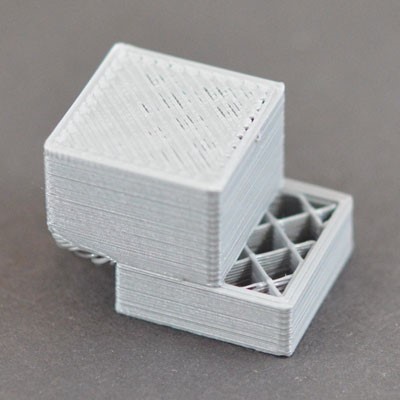
При 3D печати подается недостаточное количество пластика
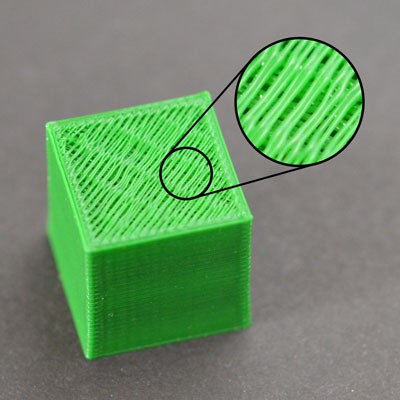
Любая программа для управления трехмерной печати имеет настройки, которые определяют количество пластика за единицу времени, подаваемого экструдером при печати. Но из-за отсутствия обратной связи программы с экструдером, принтер не как не оповещает ее о том, сколько на самом деле филамента подается на печать. Различные помехи вызывают задержку подачи, которую называют недоэкструдированием. В этом случае между отдельными слоями модели появляются небольшие зазоры. Наиболее эффективным способом проверки качества печати является изготовление куба с ребром, длина которого составляет минимум 20 мм, и который имеет три контура. Рассмотрите соединения между контурами объекта, и если вы заметили щели, то значит, речь идет именно о недоэкструдировании при печати. Если щелей нет – то причина брака кроется в других неполадках оборудования. Если вы определили недоэкструдирование, то его причины могут быть в следующем.
Диаметр нити материала в слайсере выставлен неправильно
Узнайте, правильно ли программа производит определение толщины нити пластика при работе. Для этого нужно перейти в меню Edit Process Settings – Other. Обратите внимание, что на большинстве катушек филамента производителем нанесер диаметр нити, например 1,75 мм. Установите правильный параметр толщины в настройках, так как значение по умолчанию в разных приложениях могут отличаться, например, в Cura стоит диаметр 3 мм.
Низкий коэффициент экструдирования
Если вы уверены, что толщина пластика выставлена верно, а недоэкструдирование продолжается, то причину брака нужно искать в других настройках. Очень часто виноват заниженный коэффициент экструдирования. Иногда этот параметр называют коэффициентом расхода материала при печати. Изменить этот параметр можно в Edit Process Settings – Extruder. При увеличении показателя с 1.0 до 1.05 при печати используется на 5% больше филамента. Для материала PLA коэффициент расхода устанавливают равным 0,9, а в случае с пластиком ABS нужно использовать значение равное 1.0. После изменения коэффициента снова распечатайте тестовый кубик и посмотрите что изменилось.
Проблемы с механикой
Изменяя настройки программного обеспечения, никогда не забывайте о том, что подача производится механизмом, и многие проблемы с материалом связаны с неполадками именно механизма. Внимательно осмотрите подающий механизм и, если необходимо, произведите регулировку прижатия ролика специальной пружиной.
Застревание нити филамента
Иногда при повреждении трубки из тефлона приходится принимать временные меры для обеспечения равномерной подачи пластика. Одним из таких временных способов является смазыванием маслом прутка, чтобы улучшить скольжение. Автоматизация этого процесса устроена чрезвычайно просто – перед входом в тефлоновую трубку закрепляют небольшую губку, смоченную маслом. Зафиксировать ее можно при помощи самой обычной прищепки.
Проблема: экструдируется излишне много пластика
Излишек пластика (или переэкструзия) является проблемой, прямо противоположной предыдущей. При неправильных настройках процесса печати, экструдер будет подавать слишком много пластика. Такой повышенный расход в первую очередь сказывается на размерах распечатываемой модели. В первую очередь, при обнаружении такого дефекта печати, нужно в программе проверить коэффициент экструдирования и другие настройки, связанные с количеством подаваемого материала. О настройках этих характеристик экструзии подробно рассказано выше.
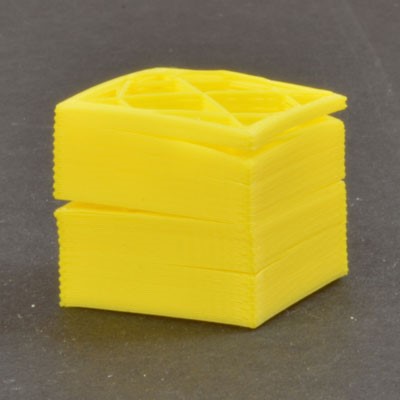
Проблема: щели и отверстия в верхнем слое модели
Для экономии материала, подавляющее большинство напечатанных на 3Д принтерах изделий, изготавливают в виде пористого наполнителя с более плотной наружной оболочкой. Обычно внутренне наполнение имеет плотность всего 30%, поэтому очень важно, чтобы каркас изделия был сплошным и плотным. Для того, чтобы увеличить плотность, в настройках программы для печати указывают количество сплошных слоев, размещенных вверху и внизу детали. Распечатав самый обычный тестовый куб, для которого заданы 5 слоев сплошного материала вверху и внизу, вы получите модель, с большим количеством пустот, но при этом жесткую и качественную. Но иногда бывает и так, что верхние, жесткие слои имеют зазоры, щели и поры. Чтобы устранить эти дефекты, необходимо прибегнуть к изменениям некоторых настроек программы для печати.
Верхние слои получаются не сплошными
При возникновении данной проблемы следует внимательно ознакомиться с настройками верхних слоев. Если верхний слой находится над незаполненным пространством, то его целостность часто может нарушаться. Важно учесть, что верхний слой должен полностью прикрывать нежелательные пустоты. Во избежание провисаний и других деформаций при печати стоит делать верхний слой достаточно прочным. А для этого не рекомендуется использовать толщину сплошной части меньше 0,5 мм. Отталкиваясь от этой величины, можно подсчитать количество необходимых слоев.
Поэтому при образовании деформаций нужно увеличить количество сплошных слоев, это поможет избавиться от проблемы. Все необходимые настройки можно отыскать в меню «Редактирование настроек» — «Слой».
Низкий уровень прочности заполнения
Для всех верхних слоев крайне важно наличие прочного фундамента. Заполнение внутренних полостей и выступает опорой для всей фигурки. Таким образом, при недостаточном заполнении можно получить слишком пустую модель. Если в настройках установлено заполнение на 10%, следовательно, 90% фигуры будут пустыми. Для качественной печати последующих сплошных слоев такого заполнения недостаточно. При увеличении количества верхних цельных слоев, нужно увеличивать заполнение модели.
Малое количество подаваемого материала
При недостаточном экструдировании часто возникает проблема с деформациями верхних слоев. Это обусловлено подачей малого количества пластика, в то время как программа настроена на большее количество. Принцип решения данной проблемы был описан выше.
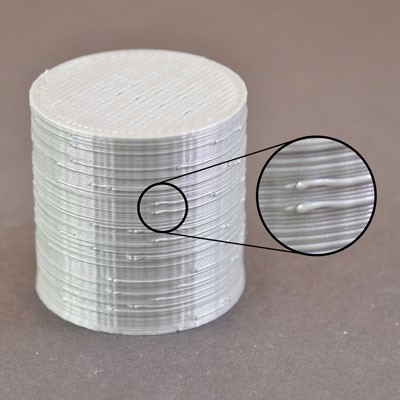
Проблема: появление паутинок
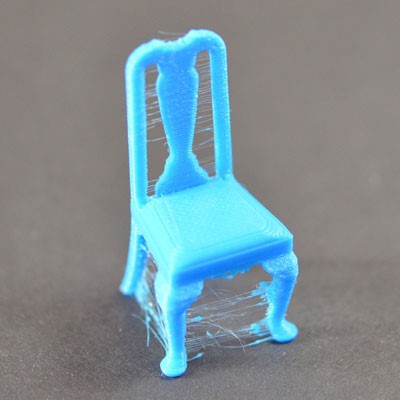
При работе с 3D принтером часто возникают тонкие нити ненужного пластика. Как правило, образуются такие включения во время перехода экструдера с одной позиции на другую. Для решения данной проблемы есть специальные настройки.
Обычно бороться с паутинками помогает функция «Втягивания». При завершении работы на данном участке, весь оставшийся материал «Втягивается» в сопло. После перехода на новый участок, в экструдере происходит повторное продавливание пластика и работа продолжается. Для применения данной функции необходимо зайти в «Редактирование настроек» и выбрать «Втягивание», во вкладке «Экструдер» задать данную опцию для всех используемых приборов.
Необходимо обратить внимание на параметры «Втягивания» и остальные настройки, которые помогут избавиться от нежелательных нитей.
Выбор дистанции
Определение дистанции «Втягивания» крайне важно для выполнения качественной работы. Этот параметр устанавливает, какое количество материала будет «втянуто» обратно. Если дистанция будет недостаточной, есть вероятность протекания сопла и образования паутинок. Рекомендуется использовать дистанцию до 2 мм. Начинать можно с установки в 1 мм. Пронаблюдав результат, при необходимости дистанцию можно увеличить. При работе с мягкими пластиками могут проявляться проблемы с подачей материала после «втягивания».
Установка скорости «втягивания»
Скорость «Втягивания» материала в сопло тоже играет важную роль. На низких скоростях может возникнуть проблема со «стеканием» филамента при перемещении рабочей части прибора. На высоких скоростях может происходить разъединение разогретого пластика, что повлечет за собой неприятные последствия. Рекомендуется устанавливать скорость в пределах 1200-6000 мм/мин. Часто в настройках 3D принтера можно отыскать шаблоны для начальной работы, а в процессе их значения можно будет редактировать и добиваться необходимого результата.
Высокая температура экструдера
После настройки работы ретрактора, нужно обратить внимание на температурные показания. При слишкой высокой температуре пластик может начать активно вытекать из сопла. При низкой температуре материал может затвердеть и плохо проходить через рабочее отверстие.
В случае, когда с настройками «Втягивания» все в порядке, а нити все равно образуются, следует понизить температуру на несколько градусов. Это, скорее всего, повысит качество фигурки. Настроить данный параметр можно в меню «Редактирование настроек» — «Температура». Температуру стоит выбирать для конкретного экструдера на необходимый промежуток работы.
Нити появляются при работе на больших открытых расстояниях
Если ранее примером служили работы экструдера на малых расстояниях, то сейчас рассмотрим перемещение его на более значительные дистанции. Чем расстояние больше, тем существеннее может оказаться протечка. Во избежание перемещений экструдера на большие расстояния нужно построить наиболее оптимальную траекторию. Нити просто не смогут появляться, так как работа будет проходить непосредственно на печатаемой поверхности.
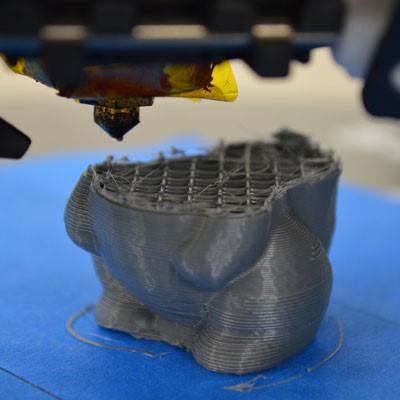
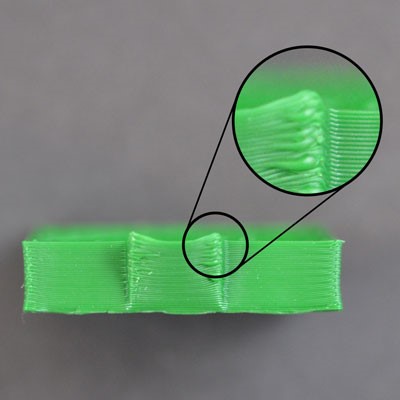
Проблема: перегрев при работе принтера
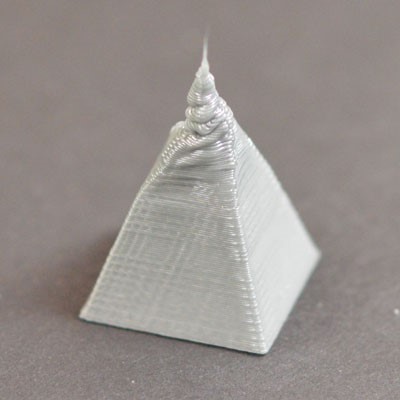
Работы ведутся обычно с пластиком, нагретым в диапазоне 190-240 градусов. При такой температуре он становится пластичным и принимает любую необходимую форму. При снижении температуры материал затвердеет и останется в сформированной форме.
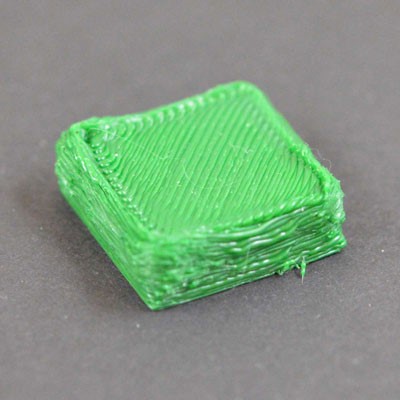
Для качественной печати важно найти оптимальную рабочую температуру пластика, чтобы он легко вытекал из сопла, и своевременно застывал, не теряя формы. Если температура будет выше нужной, форма моделек может деформироваться, как показано на картинке. Есть ряд причин, которые могут привести к данной проблеме.
Скорость охлаждения
Часто причиной перегрева пластика служит низкая скорость его охлаждения. Это проявляется в том, что материал успевает изменить форму во время остывания. Иногда есть необходимость использовать быстрое охлаждение. Если принтер оснащен системой вентиляции, стоит увеличить мощность её работы, что можно сделать в разделе «Редактирование настроек» — «Охлаждение».
Высокая скорость работы принтера
При высокой скорости печати предыдущие слои могут не успевать охладиться и будущий слой ляжет на горячее основание. Это приведет к деформации всех последующих слоев. Особо часто с данной проблемой сталкиваются при печати крупных деталей. Для устранения деформаций в данном случае нужно снизить скорость работы принтера, чтобы все слои успевали охлаждаться.
Задать параметры скорости работы можно в меню «Охлаждение» — «Задать скорость». Там можно установить автоматическое уменьшение скорости при работе с маленькими слоями. Это обеспечит наилучшее охлаждение и высокое качество модели.
Когда ничего не помогает
Если все вышеперечисленные меры не помогли, стоит попробовать работать сразу с несколькими деталями. Для этого можно создать копию фигуры, которую печатаете или задать другую модель для параллельной работы. Работа с двумя моделями обеспечит более качественное охлаждение обоих, что обусловлено увеличением времени охлаждения. Сопло переходит от одной модели к другой, а в этот момент предыдущий слой остывает. Способ несложный, но при этом весьма эффективный.
Проблема: слои могут смещаться и не выравниваться
Система 3D принтера не имеет обратной связи. Таким образом, аппарат работает по заданным координатам и не может автоматически их исправлять при необходимости. Чаще всего заданных параметров достаточно для качественной работы принтера. Однако если происходят какие-то нарушения, прибор не сможет их распознать и внести поправки.
Если при работе произошли какие-то непредусмотренные смещения, аппарат продолжит работать по заданным параметрам. Нижеперечисленные пункты раскроют причины смещения слоев при печати модели. Следует не забывать, что при наличии ошибки исправить её нужно самостоятельно, поскольку прибор сделать этого сам не сможет.
Слишком быстрое передвижение работающей головки
Моторы могут не справляться с заданной скоростью печати. При этом часто возникают характерные щелчки, они сообщают, что привод не доходит до заданного положения. В этом случае может сместиться часть слоев относительно напечатанных ранее. При подозрении данной причинуы, следует снизить скорость вполовину и внимательно проследить за изменениями. Настроить параметры скорости можно во вкладке «Редактировать настройки» — «Другое». Если изменение параметров не принесло результата, следовательно, причина смещения другая.
Механические неполадки
При наличии механических неполадок также могут наблюдаться смешения слоев. Печатающая головка управляется при помощи ремней. Они часто снашиваются и деформируются. Это может стать причиной изменения точности работы прибора. Сношенные ремни могут соскакивать и смещать положение рабочей части аппарата. Идеальным является тот вариант, когда ремни были хорошо натянуты, но не препятствовали работе моторов. При смещении слоев первым делом следует проверить целостность ремней и их правильное натяжение.
Еще одной механической проблемой, которая приводит к смешению слоев, является нарушение фиксации зубчатого ролика. Для устранения данной неполадки достаточно проверить и при необходимости подкрутить винты крепления.
разделение слоев
Работа 3D принтера основана на производстве одного слоя модели в определенный момент. Фигуры выстраиваются за счет наложения большого количества слоев. Крайне необходимо, чтобы все шары модели были надежно скреплены между собой. Если с этим возникают проблемы, то фигурка может начать расслаиваться и ломаться. Причин для данной проблемы может быть несколько, рассмотрим их.
Высота слоя
Диаметр сопла, через которое подается пластик, достаточно мал. Это дает возможность печатать весьма компактные детали. Его размер составляет всего 4 мм., в связи с чем при работе возникают определенные ограничения. Если высота слоя подобрана плохо, слои могут недостаточно прижиматься один к другому — это может привести к расщеплению и нарушению целостности фигурки. Рекомендуется использовать высоту слоя на 20% меньше размера сопла. При появлении расслаивания сразу стоит проверить отношение размеров слоя и сопла.
Печать при низкой температуре
При печати моделей стоит уделять особое внимание температуре пластика. Материал с низкой температурой будет плохо скрепляться с остальными слоями. Если проверив высоту слоя, проблема не была решена, необходимо обратить внимание на температуру пластика. Выставлять её следует в зависимости от типа материала. Так, для ABS идеально подойдет температура в диапазоне 220-235 градусов.
Проблема: прекращение подачи материала и скачивание пластика
Для направления и выталкивания пластика в экструдере предусмотрена приводная шестеренка. Если по каким-то причинам пластик застрянет, а шестеренка продолжит свою работу, то она просто сточит весь филамент. Часто проблема заключается в засорении рабочего отверстия экструдера. Для определения причин неисправности достаточно внимательно осмотреть зубчатую шестеренку. Конструкция прибора позволяет это сделать без затруднений. Есть несколько способов устранения данной проблемы.
Повышение температуры экструдера
Подняв рабочую температуру всего на 5 градусов, можно избавиться от причин засорения сопла. Настроить необходимые параметры можно в меню «Редактировать настройки» — «Температура».
Уменьшить скорость работы
Если после повышения температуры ситуация не изменилась, можно попробовать снизить скорость печати. При уменьшении скорости вращения мотора пластик перестанет стачиваться. Рекомендуется снизить скорость вполовину. Сделать это можно в меню «Редактировать настройки» — «Другое» — «Изменение скорости принтера». Если и это не помогло, остается последний способ.
Проверка сопла
Если все предыдущие методы были неэффективны, остается только проверить засоренность сопла. Конструкция экструдера позволяет легко и быстро сделать это.
Проблема: засорение прибора

За все время своей работы принтер экструдирует большое количество филамента. Вся работа выполняется через маленькое отверстие сопла. В таких условиях избежать засорений крайне сложно. Чаще всего они появляются, когда что-то в самом сопле не позволяет пластику спокойно проходить дальше.
Причин появления засорения может быть множество: попадание пыли в сопло, некачественный материал, перегрев материала и другие внешние факторы. Есть несколько методов борьбы с засорением экструдера.
Вручную протолкнуть рабочий материал
При возникновении засорения можно попробовать решить проблему локально. Перед началом манипуляций следует прогреть экструдер до рекомендуемой температуры. После этого в меню найти опцию «Контроль помех», применив её, пластик начнет двигаться внутри прибора. Продвинув материал на 10 мм, начнет двигаться привод. После этого нужно еще немного продвинуть пластик вручную. Как правило, данных действий достаточно для устранения неполадки.
Переустановка рабочего материала
Если способ проталкивания филамента вручную не помог, нужно извлечь его из принтера. Для этого следует прогреть экструдер, воспользоваться функцией «Втягивания» и, применив физическую силу, извлечь весь пластик из принтера. Делать все следует аккуратно, чтобы не повредить прибор. Затем нужно удалить поврежденную часть пластика, а целую – вернуть обратно в принтер. Дальше, наблюдая работу экструдера, можно сделать вывод – удалось ли справиться с неполадкой.
Очистка сопла
Если все предыдущие манипуляции не помогли устранить проблему, необходимо прочистить сопло. Легче всего это сделать, используя специальную иглу.
Проблема: принтер неожиданно перестает печатать
Если работа началась без каких-либо особенностей, а во время печати принтер внезапно остановился, может быть несколько причин, которые это спровоцировали.
Закончился материал для работы
Наиболее частая причина внезапной остановки принтера – закончился запас пластика. Как бы банально это не звучало, но иногда даже у опытных пользователей случается эта проблема. Для продолжения работы необходимо проверить принтер и, при необходимости, добавить филамент.
Стачивание пластика о шестеренку
Так как при работе экструдера мотор все время вращается, то возникает угроза стачивания пластика. Эта проблема появляется при слишком высоких скоростях печати или при экструдировании большого количества пластика. Если шестеренка сточит весь филамент, ей не за что будет зацепиться. Для предотвращения данной проблемы следует отрегулировать скорость работы принтера.
Засорение экструдера
Если предыдущие манипуляции не помогли избавиться от проблемы, стоит проверить, не засорился ли экструдер. Это может произойти из-за неоднородного пластика, пыли на катушках и низкой температуры печати. Избавившись от причины, можно наладить работу принтера.
Затрудненное «протягивание» пластиковой нити
Иногда при работе принтера возникают затруднения с «протягиванием» рабочей нити по тефлоновой трубке. Чтобы облегчить работу прибора, следует поместить бобину на заднюю стенку 3D принтера. Для этого нужно будет снять верхнюю акриловую крышку.
Высокая температура мотора
При сильном нагреве принтер может дать сбой и прекратить печать. Часто перегрев происходит в закрытой камере для печати. Для устранения возможности перегрева отдельную камеру необходимо оснастить вентиляторами, которые помогут поддерживать оптимальную температуру при работе прибора. А также, открывая и закрывая двери корпуса, можно вручную снизить нагрев принтера.
Проблема: некачественное заполнение моделей
Надежность фигурки обеспечивается качественным заполнением. Следовательно, если внутри рыхлое и плохое наполнение, то модель будет непрочной. Есть несколько вариантов, которые помогут устранить проблему с некачественным заполнением фигурки.
Коррекция шаблонов
Наиболее частая проблема кроется в неправильном подборе шаблонов заполнения. Следовательно, именно с их коррекции стоит начинать. Настройки данного параметра стоит искать в меню «Шаблоны внутренней заливки». Некоторые шаблоны имеют особо прочную структуру, важно тщательно изучить особенности каждого из них. Для получения прочного заполнения, рекомендуется использовать шаблоны: «Решетки», «Треугольники», «Соты».
Снижение скорости печати
При слишком быстрой печати экструдер может не справляться с заданной работой. При этом наполнение модели будет непрочным и похожим на паутинку. Если шаблоны подобраны удачно, а качество заполнения недостаточное, следует попробовать снизить скорость печати принтера.
Увеличить ширину слоя для печати заполнения
Улучшить характеристики внутреннего заполнения поможет функция «увеличения ширины экструдирования». Она поможет сделать внутренние слои более прочными, таким образом, вся модель станет более надежной. Найти нужные настройки можно в меню «Редактирование параметров» — «Заполнение». Для увеличения толщины внутреннего заполнения вдвое, нужно задать параметр в 200%.
неоднородная поверхность на распечатанной модели
Рабочий процесс принтера построен таким образом, что экструдер периодически останавливается и перемещается. Если все работает правильно, то при перемещениях не будет возникать проблем, однако, при частом включении и выключении случаются неполадки.
Иногда при тщательном осмотре модельки можно обнаружить маленькие натеки, в этом месте экструдер начал свою работу. Подобные натеки часто мешают совмещать детали и портят внешний вид фигурки. Есть несколько методов борьбы с данной проблемой.
Ход накатом и редактирование функции «Втягивания»
При частом появлении дефектов на поверхности модели, необходимо тщательно изучить последние распечатки. Нужно определить, в какой момент печати появляются дефекты.
Если проблемы начинаются в самом начале работы, необходимо корректировать «втягивание». В меню выбрать «Редактирование настроек» — «Экструдер» — «Перезагрузка дистанции». Последняя настройка отвечает за расстояние «втягивания» пластика по окончанию работы экструдера.
Если проблема появляется при начале работы с периметром модели, вероятно, подтеки образуются из-за большого количества пластика в начале печати. Для того чтобы избавиться от проблемы, достаточно сократить длину заполнения. Немного поиграв со значениями, можно подобрать наиболее подходящий вариант.
Если проблемы в работе начались по окончанию экструдирования, необходимо обратить внимание на другой параметр, название его – «Движение накатом». Он позволяет выключить печатающий элемент еще до окончания работы с периметром, таким образом, снизить давление внутри сопла.
Избегаем лишнего «втягивания»
Если подтеки образуются при отводе сопла назад, актуальны предыдущие меры борьбы с деформациями. Иногда есть возможность попросту предотвратить это движение. Для этого нужно, чтобы печать шла ровно в одном направлении и не меняла его.
Настроить нужный параметр можно во вкладке «Продвинутый» — «Контроль движения». Там сконцентрированы все основные настройки, контролирующие движения экструдера. Там же можно подобрать параметры «втягивания». Есть возможность настроить «втягивание» пластика только в период передвижения по открытому пространству.
После настраивания данной функции, следует уменьшить выход экструдера за рабочий периметр. Настроить данный параметр можно в меню «Избегание пересечения контура при движении в работе».
Нестационарное «втягивание»
Некоторые 3D принтеры оснащены одной очень полезной функцией, которая может помочь справиться с возникшей проблемой.
Специальные программы дают возможность «втягивать» пластик прямо во время работы, таким образом, уменьшая риск появления сгустков. Перед включением данной функции следует настроить принтер. Для начала в «Редактировании параметров» следует проверить включена ли функция «Протирание сопла». Это обеспечит возможность очищать рабочее отверстие по окончанию печати на каждом участке фигурки.
Затем нужно включить «Протирание» на дистанции 5 мм. После этого можно акт ивировать «втягивание» во время движения. Этот параметр заблокирует стационарное «втягивание», так как сопло будет очищаться во время противохода. Скорее всего, проделанные манипуляции помогут решить проблему с подтеками.
Старт печати модели
Важную роль в качестве выполнения модельки играет выбор места старта печати. В случае, когда все вышеперечисленные действия не привели к желаемому эффекту, можно попробовать проконтролировать место появления натеков. Проще говоря, следует просчитать, где они допустимы, в каких именно местах. Часто точка начала работы выбирается из соображений оптимизации скорости печати. Но в отдельных случаях можно определить конкретную точку. Например, если печатается статуэтка, можно выбрать начало печати с тыльной стороны, таким образом, на лицевой стороне не будет дефектов. Для этого следует в меню указать координаты необходимой точки для начала работы.
Проблема: щели между контуром и внутренним наполнением
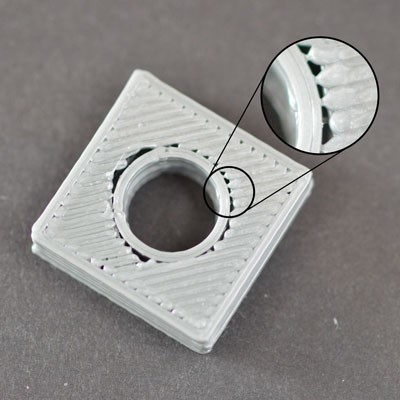
Обычно слои модельки представляют собой комбинацию внутреннего наполнения и каркаса. Параметры слоев зависят от назначения и места расположения. Слои каркаса четко повторяют контуры будущей фигуры. Все остальные слои – наполнение. Как правило, они создаются по имеющимся шаблонам и печатаются на высоких скоростях.
Так как эти два компонента печатаются по разным шаблонам, то крайне важно, чтобы они хорошо склеились. Иначе начнут появляться щели между каркасом и наполнением. Если вы столкнулись с данной проблемой, есть несколько причин, которые могли к ней привести.
Перекрытие контура недостаточное
Специальные программы имеют функцию регулировки склеивания контура с внутренним наполнением. Они контролируют, сколько именно наполнение будет перекрывать периметр. Указывается данный параметр в процентном соотношении от ширины экструдирования. Например, задав показатель в 30% перекрытие периметра, соответственно, наполнение будет на 30% заходить на часть контура.
Высокая скорость печати
Как правило, наполнение печатается значительно быстрее, чем периметр модели. Если работа будет идти слишком быстро, может нарушаться сцепление с контуром. Если предыдущие методы не устранили проблему, можно попробовать уменьшить скорость печати внутреннего наполнения. Нужные настройки можно найти в меню «Редактирование параметров» — «Другое» — «Управление скоростью печати».
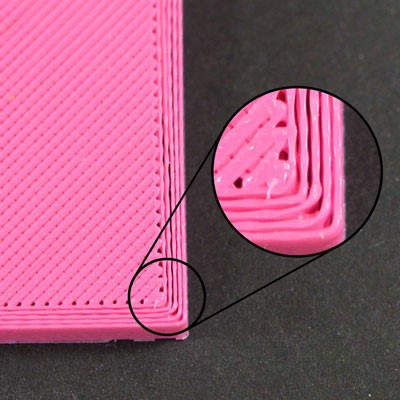
загибы на углах и неровности
Часто при перегреве уголки модели могут начать загибаться. Это происходит из-за того, что пластик не успевает остывать и начинает деформироваться. Для устранения данной неточности в работе достаточно отрегулировать температуру печати и дать достаточно времени для остывания слоев. Быстро решить этот вопрос поможет дополнительный обдув модели.
Также можно печатать несколько деталей параллельно, это увеличит время остывания каждого отдельного слоя.
Проблема: царапины на поверхности
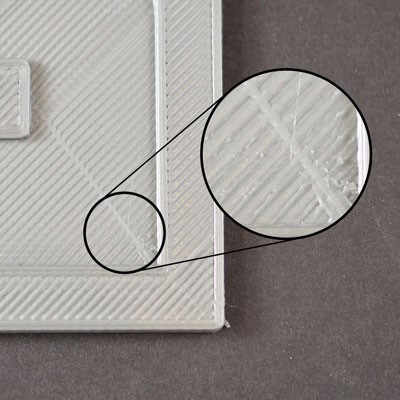
Достоинство печати на 3D принтере – то, что все модели строятся послойно за определенный промежуток времени. Это обусловлено перемещением сопла над всей рабочей поверхностью при соблюдении высокой скорости экструдирования. Часто случается, что сопло оставляет царапины на последнем слое модели. Есть несколько причин, по которым работа может быть нарушена.
Экструдируется большое количество филамента
Столкнувшись с подобной проблемой, первым делом следует проверить количество экструдируемого пластика. Если его больше чем нужно, то слои будут выходить слишком толстыми. В результате сопло при перемещении будет цепляться за поверхность и оставлять царапины. Для устранения возникшего неудобства достаточно откорректировать объем экструдированого пластика.
Подъем по вертикали
Если количество пластика в работе не превышает норму, то проблема может решаться за счет вертикального подъема. Этот параметр отвечает за подъем сопла на определенное расстояние перед началом его передвижения. После перемещения сопла в заданную точку, оно опускается в рабочее положение. При использовании функции подъема сопла, можно избежать царапин на поверхности модели. Необходимые настройки находятся в меню «Редактирование параметров» — «Экструдер». Нужно включить «втягивание» и установить высоту вертикального подъема.
дыры между краями слоев

Особенность 3D печати в том, что предыдущий слой становится фундаментом для следующего. Для получения качественной модели необходимо правильно отрегулировать количество экструдируемого пластика.
При слишком хрупком основании будут появляться щели между слоями. При переходе сопла с крупной детали на более мелкую, необходимо иметь достаточно прочный фундамент. Есть целый ряд причин, которые могут привести к появлению дыр и щелей между слоями.
Недостаточное количество периметров
При появлении щелей при печати можно попробовать добавить периметры, это должно укрепить основание и обеспечить хорошую опору для верхних слоев. Толщина стенок также играет важную роль в укреплении фундамента. Если раньше использовалось только два периметра, то следует увеличить их число до четырех.
Верхние слои не совершенные
Причина появления трещин между слоями может быть связана с тем, что верхние слои недостаточно прочные. Тонкие слои – плохая опора для дальнейшего строения. В таком случае стоит увеличить толщину печатаемых слоев.
Недостаточное заполнение
Если редактирование вышеперечисленных параметров не привело к решению проблемы, следует проверить процент наполнения. Так как верхние слои опираются на наполнение, то его должно быть достаточно. При необходимости нужно увеличить процент заполнения модели.
Проблема: выпирающие слои
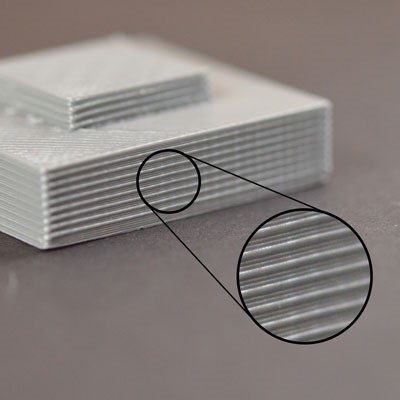
Часто операторы сталкиваются с проблемой неровных боковых поверхностей. Это происходит из-за того, что боковые поверхности фигур состоят из большого количества отдельных слоев. При правильной настройке принтера они сливаются в гладкую поверхность. Но при неполадках целостность может нарушаться, обычно на внешней части модели образуются линии и борозды.
Неравномерная работа экструдера
Как правило, подобные проблемы возникают из-за некачественного пластика. При неоднородности материала могут возникать колебания в диаметре филамента, в связи с этим изменится толщина слоев. Некоторые слои будут толще, другие тоньше и это приведет к дефектам на внешней части модели. Во избежание данной проблемы следует отдавать предпочтение качественному пластику.